 القضبان
القضبان
 الخرز والكرات
الخرز والكرات
 البراغي والصواميل
البراغي والصواميل
 البوتقات
البوتقات
 الأقراص
الأقراص
 الألياف والأقمشة
الألياف والأقمشة
 الأفلام
الأفلام
 فليك
فليك
 الرغاوي
الرغاوي
 رقائق معدنية
رقائق معدنية
 الحبيبات
الحبيبات
 أقراص العسل
أقراص العسل
 الحبر
الحبر
 صفائح
صفائح
 الكتل
الكتل
 التشابك
التشابك
 غشاء معدني
غشاء معدني
 اللوحة
اللوحة
 المساحيق
المساحيق
 قضيب
قضيب
 الصفائح
الصفائح
 البلورات المفردة
البلورات المفردة
 هدف الاخرق
هدف الاخرق
 الأنابيب
الأنابيب
 الغسالة
الغسالة
 الأسلاك
الأسلاك
 المحولات والآلات الحاسبة
المحولات والآلات الحاسبة
 اكتب لنا
اكتب لنا
التصنيع الإضافي (AM) واندماج قاع المسحوق (PBD)
التصنيع المضاف
على عكس عمليات التصنيع التقليدية التي تنطوي على الصب من قالب لصنع منتج، يمكن للتصنيع الإضافي (AM) إنتاج مكونات معقدة ثلاثية الأبعاد مباشرةً باستخدام بيانات التصميم بمساعدة الكمبيوتر (CAD). ولذلك، نمت عملية التصنيع باستخدام الإضافات المعدنية بسرعة خلال السنوات القليلة الماضية وأصبحت الآن واحدة من أكثر التقنيات استخدامًا على نطاق واسع في جميع أنحاء العالم. إذا لم تكن على دراية بمصطلح التصنيع التجميعي، اسمح لي أن أقدم لك الاسم الآخر له - الطباعة ثلاثية الأبعاد.
مقارنة بالتصنيع التقليدي
يحتاج التصنيع التقليدي، كما هو الحال في ظل التحكم العددي بالكمبيوتر، إلى اختيار الأدوات والمواد المناسبة لمنتجات محددة. كما يحتاج أيضًا إلى إنشاء مسارات معقولة لتشغيل الكمبيوتر من أجل منع سحق الأدوات. علاوة على ذلك، يجب وضع خطط مفصلة لصنع منتجات معقدة.
وباختصار، فإن التصنيع التقليدي معقد وغير مرن لإنتاج منتجات مخصصة ومعقدة. وعلى النقيض من ذلك، فإن التصنيع باستخدام الإضافات المعدنية هو طريقة تصنيع خالية من الأدوات. لا توجد حدود تقريبًا لعمليات التصنيع الإضافي لأنها استراتيجية إنتاج طبقة تلو الأخرى، مثل لبنات البناء. يمكن لـ AM بسهولة صنع مكونات مخصصة وشخصية وتلعب دورًا واضحًا في مجال المفاصل الاصطناعية والأسنان.
العملية العامة للتصنيع الإضافي
تتمثل الفكرة الأساسية للتصنيع الإضافي في إضافة المواد مستوى تلو الآخر. ويتم التحكم في العملية بأكملها بواسطة بيانات CAD. تستخدم عملية التصنيع الإضافي مصدر حرارة مثل الليزر أو شعاع الإلكترون أو الأشعة فوق البنفسجية (UV) لصهر المعادن لرش الطبقات. وتُعد سماكة الطبقة عاملاً مهمًا يمكن أن يؤثر على سرعة عملية التصنيع باستخدام الإضافات المعدنية. فكلما كانت سماكة الطبقة أرق، كلما كانت المكونات التي نصنعها أكثر تفصيلاً ودقة، وفي الوقت نفسه، كلما احتاجت عملية التصنيع باستخدام الإضافات المعدنية إلى وقت أطول. هذا ملخص مختصر لعملية التصنيع الإضافي. دعونا الآن نحصل على معلومات أكثر تفصيلاً عنها.
الخطوة 1
الخطوة الأولى هي بناء نموذج ثلاثي الأبعاد باستخدام برنامج CAD. يمكننا أيضًا مسح العينة النهائية لبناء نسخة نموذج ثلاثي الأبعاد بشكل عكسي. الهدف الرئيسي هو صنع جزء رقمي هندسي للطباعة التالية.
الخطوة 2
بعد ذلك، قم بتحويل بيانات CAD إلى تنسيق STL (لغة التغطية بالفسيفساء القياسية). يمثل نوع التنسيق هذا فقط هندسة السطح لموضوع ثلاثي الأبعاد، ولكن لا يمكنه إظهار الألوان أو المواد أو الخصائص الأخرى من بيانات CAD. يمكن في بعض الأحيان استبدال تنسيق STL بـ AMF (ملف التصنيع المضاف).
الخطوة 3
نظرًا لأن التصنيع الإضافي ينتج المواد طبقة تلو الأخرى، يجب "تفكيك" بيانات STL إلى أجزاء. بعد ذلك، نحتاج إلى تحويل هذه الأجزاء إلى أكواد يمكن لنظام AMA استخدامها. عادة، سيتم تحويل مسار الأدوات الذي تم إنشاؤه إلى تنسيق G-code. هذه هي كل التحضيرات المسبقة لإعداد AM.
الخطوات 4
بعد الإعداد المسبق، يجب تشغيل ماكينة AM بشكل صحيح لتجنب إنتاج سلع معيبة. يمكن أن تتأثر المرحلة النهائية للمنتج بعوامل مثل نوع المادة وسُمك الطبقة وإمدادات الطاقة وسرعة الحركة ودرجة حرارة البيئة وغير ذلك. بالإضافة إلى ذلك، نظرًا لأن التصنيع باستخدام الصمام الثنائي هو طريقة طباعة طبقة تلو الأخرى، يجب أن تكون الدعامة صفيحة عند طباعة المكونات المثقوبة أو المعلقة. بالإضافة إلى ذلك، يمكن إزالة دعامة اللوحة مباشرة أو فصلها باستخدام مذيبات مختلفة. بعد هذه الاعتبارات، فإن آخر شيء يجب توخي الحذر منه هو التأكد من أن ماكينة AM لديها ما يكفي من المواد الداعمة للعمل.
الخطوة 5
عند الانتهاء من عملية الطباعة، يمكن إزالة بعض المنتجات بسهولة من اللوحة، بينما قد يحتاج بعضها إلى الحرق أو استخدام مذيبات كيميائية لإذابة الأجزاء غير المفيدة لتبقى الجزء المستهدف.
تحتاج بعض المنتجات لتطبيقات محددة إلى إجراء عمليات أخرى لتلبية متطلبات المنتج قبل الاستخدام. على سبيل المثال، يحتاج بعضها إلى التسخين لتحسين الخصائص المحددة للمنتج، وقد يحتاج بعضها إلى الصقل لتلبية متطلبات النعومة.
اندماج قاع المسحوق
ينقسم التصنيع المضاف إلى عدة أقسام: اندماج قاع المسحوق، والترسيب بالطاقة الموجهة، ونفث المواد، ونفث المواد، وبثق المواد، والبلمرة الضوئية في الحوض، وتصفيح الصفائح [1]. سنركز على الاندماج القاعي للمسحوق بالليزر.
ما هو اندماج قاع المسحوق؟
يستخدم الاندماج القاعي للمسحوق أشعة الليزر أو أشعة الإلكترون كمصدر تسخين لدمج مناطق انتقائية من جزيئات المسحوق طبقة تلو الأخرى لإنشاء منتجات معقدة فريدة من نوعها. ويحمل اندماج قاع المسحوق بالليزر (L-PBF) أسماء مختلفة في العلوم والأدبيات مثل الصهر الانتقائي بالليزر (SLM)، والتلبيد المباشر بالليزر للمعادن (DMLS)، والتلبيد بالليزر (DMLS)، والليزر الكهرومغناطيسي، وما إلى ذلك.[2] إن L-PBF هي تقنية تتكون من الكثير من العمليات الفرعية: "امتصاص وانعكاس إشعاع الليزر بواسطة وسط مشتت، ونقل الحرارة والكتلة، وتحولات الطور، والواجهات المتحركة بين المراحل، وديناميكيات الغاز والسوائل، والتفاعلات الكيميائية، والتصلب والتبخر، والانكماش، والتشوه، وما إلى ذلك. [2]"
يمكن أن تؤثر أكثر من 130 معلمة مدخلات على عملية L-PBF. وأهم العوامل المؤثرة هي "القائمة على الماكينة" و"القائمة على المواد" و"معلمات العملية" و"معلمات ما بعد المعالجة". في الواقع، على عكس تجارب متغير التحكم، لا يمكن أن يُظهر تغيير بسيط في L-PBF تغييرًا مباشرًا جدًا في المخرجات. عادة، يمكن أن يؤدي التغيير الصغير إلى العديد من التغييرات المقابلة التي قد تسبب نتائج غير متوقعة. لا تزال PBF بحاجة إلى مزيد من الدراسة لتكون تقنية شاملة. يوضح الشكل 1 [1] العملية العامة لـ L-PBF.
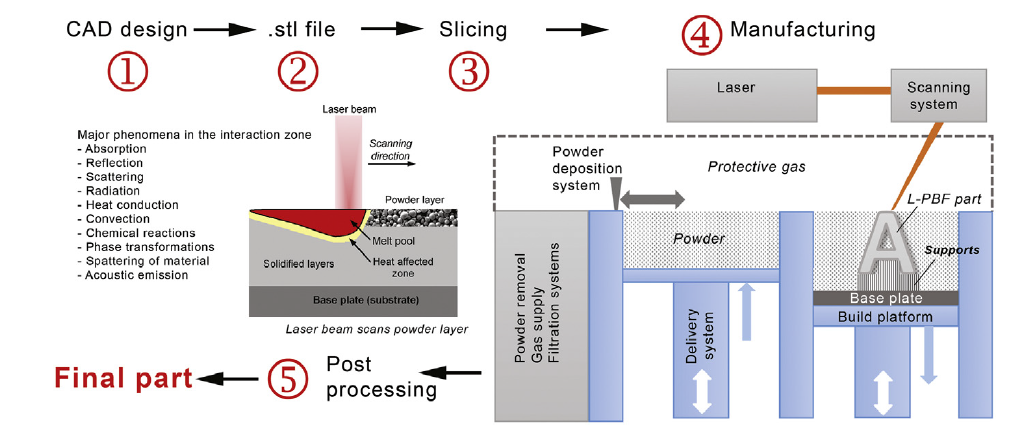
الشكل 1: عملية عمل L-PBF [3]
الإجراءات الرئيسية لـ L-PBF
تأخذ الأسطوانة/معيد الطلاء المسحوق (عادةً المسحوق الكروي المعدني أو البوليمر مثل مسحوق التيتانيوم الكروي) من نظام التوصيل وتنشر طبقة رقيقة متساوية على اللوحة الأساسية. بعد ذلك، يقوم شعاع الليزر من نظام المسح بدمج المسحوق على الصفيحة القاعدية مع التحكم في الكمبيوتر. يتم إنتاج طبقة رقيقة ثم تتحرك منصة البناء لأسفل بمسافة طبقة ويتحرك نظام التوصيل لأعلى بمسافة طبقة لمواصلة الخطوات المتكررة. بعد كل ذلك، يستغرق الأمر مرحلة ما بعد المعالجة: أخذ المنتجات من المسحوق وإزالة المسحوق من المنتجات. تتم كل هذه الإجراءات تحت جو غازي وقائي لحماية المسحوق من التفاعل مع O2.
عرض دقيق في L-PBF
تنصهر جزيئتان صغيرتان وتندمجان معًا بقوة توترهما السطحي عندما يدمج شعاع الليزر المسحوق (في هذه الحالة، نناقش فقط التلبيد في المرحلة السائلة). يقول ساهو [4]: "التدفق اللزج هو القوة الدافعة الرئيسية خلال هذه العملية. ويطلق على الاندماج اسم تشكيل العنق. ويوضح الشكل 2 [4]شرحًا أكثر تفصيلاً للإجراء بأكمله.
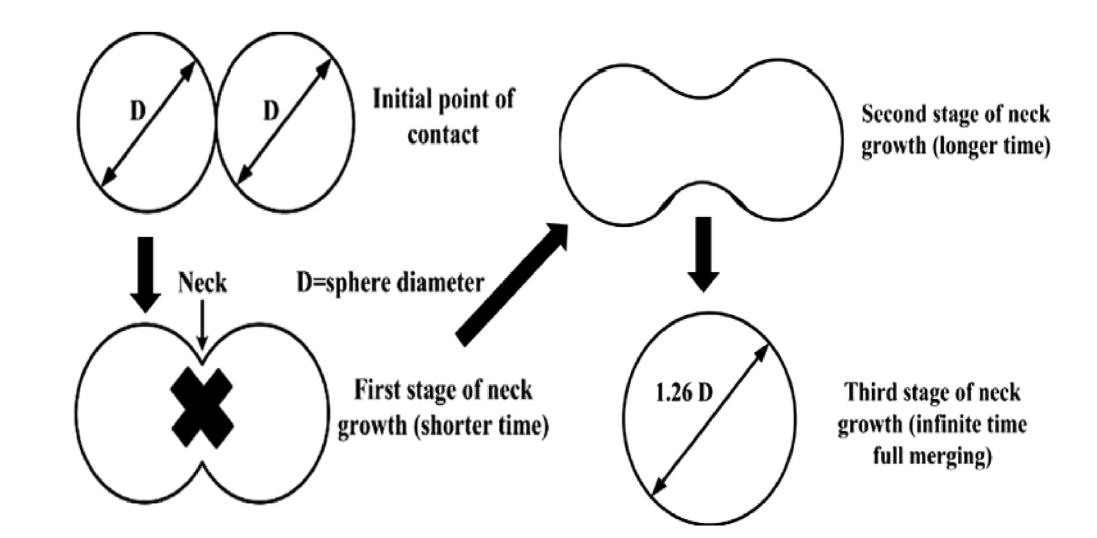
الشكل 2: عملية الاندماج
في البداية، يتلامس جسيمان معًا. عندما تزداد درجة الحرارة، تبدأ الجزيئتان في الذوبان وتتحدان في أشكال العنق بسبب الطاقة السطحية العالية. تسمى هذه العملية بالانتشار السطحي. يستمر طول العنق في الزيادة حتى ينتهي الانتشار السطحي. في هذا الوقت، يصل طول العنق إلى قيمته القصوى. يحدث انتشار حدود الحبيبات لتجسيد المسام. وأخيرًا، يوقف الانكماش العملية بأكملها ويكتمل التلبيد.
ستؤدي زيادة طاقة شعاع الليزر إلى زيادة درجة الحرارة. بالإضافة إلى ذلك، نظرًا لأن انتشار حدود الحبيبات سيكون أكثر استقرارًا في درجات الحرارة المرتفعة، فقد تتم العملية بأكملها بسلاسة أكبر. ونتيجة لذلك، يمكن تقليل وقت التوحيد.
نظام توصيل وترسيب L-PBD
هناك طريقتان لنظام توصيل L-PBD. إحداهما هي المسحوق المخزن في الخزان (انظر الشكل 1) والمدعوم بمكبس يتحرك لأعلى ولأسفل لتوفير المسحوق للتصنيع المضاف. هذه هي الطريقة التي تقدم بها معظم ماكينات L-PBD التجارية منتجاتها. وهناك طريقة أخرى وهي أن الخزان يزود الخزان بالمسحوق في القادوس. يقع القادوس فوق مستوى العمل لتوفير المسحوق. هذا مزيج من أنظمة التوصيل والترسيب. [5]
بعد التسليم، يدعم نظام الترسيب بشكل أساسي طبقة رقيقة وموحدة من المسحوق لدمج شعاع الليزر. يأخذ معظم نظام ترسيب المسحوق حركات ترددية خطية. يحتوي نظام إعادة الطلاء على العديد من الأنواع مثل معيد الطلاء بالشفرة الناعمة (شفرة السيليكون أو الشفرة المطاطية)، ومعيد الطلاء بالشفرة الصلبة (فولاذ الأدوات الصلبة)، والأسطوانة (فولاذ الأدوات الصلبة).
إعادة الطلاء بالشفرة الناعمة ناعمة ومرنة ولن تتلف الجزء. وعلاوة على ذلك، فهي توفر مزايا لصنع هياكل خلوية حساسة أو مكسورة بسهولة أو مشوهة. ومع ذلك، فإن معيد طلاء الشفرة اللينة أضعف نسبيًا وغالبًا ما تكون هناك حاجة إلى تبديلها.
لا يسمحمعيد طلاء النصل الصلب، على عكس معيد طلاء النصل الناعم، بأي تشوه في المعدن أثناء التصنيع. سوف يتوقف ولن يتم إنتاج الجزء المعيب. لذا فهي توفر الوقت والمال.
يمكن للأسطوانة أن تنشر المسحوق في نظام ثلاثي الأبعاد وتصنع طبقة مسحوق مستوية جيدًا. يمكن استخدام الأسطوانة في حقول العمل الصغيرة لإنشاء جزيئات أصغر من خلال مراعاة كيفية عملها.
مادة المسحوق
من أهم المكونات الأساسية في عملية L-PBF هي مادة المسحوق. يمكن أن تؤثر على المعلمات الإضافية لإعداد الماكينة. بالإضافة إلى ذلك، تحدد مادة المسحوق إلى حد كبير صفات المنتجات.
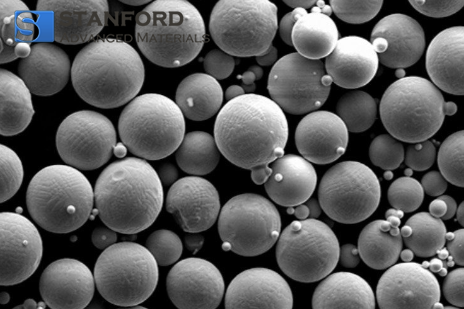
تستخدم أنظمة L-PBF مساحيق معدنية تتراوح من 5 إلى 60 ميكرومتر. المساحيق الأكثر ملاءمة لـ L-PBF هي المسحوق الكروي الذي يتميز بكثافة تعبئة عالية وقابلية تدفق جيدة ويمكن أن ينتشر حتى على الركائز [5]. على سبيل المثال، يعد مسحوق النيكل الكروي ومسحوق سبائك FeAlNiCrX عالي الإنتروبيا ومسحوق كروي أساسه الكوبالت وما إلى ذلك المساحيق الكروية الرئيسية الشائعة المستخدمة في مجال L-PBF.
مرجع:
- Yadroitsev, I., Yadroitsava, I., Plessis, A. D., & MacDonald, E. (2022). 2 - أساسيات اندماج قاع المسحوق بالليزر. في أساسيات انصهار قاع مسحوق الليزر للمعادن (ص. 16). مقال، Eladrosevier.
- Yadroitsev, I., Yadroitsava, I., Plessis, A. D., & MacDonald, E. (2022). 2 - أساسيات اندماج قاع المسحوق بالليزر. في أساسيات انصهار قاع مسحوق الليزر للمعادن (ص. 18). مقال، Eladrosevier.
- Yadroitsev, I., Yadroitsava, I., Plessis, A. D., & MacDonald, E. (2022). 2 - أساسيات اندماج قاع المسحوق بالليزر. في أساسيات انصهار قاع مسحوق الليزر للمعادن (ص. 19). مقال، إلسيفير.
- ساهو، س. (2020). سلوك دمج المساحيق المعدنية في التصنيع المضاف بالليزر. تقرير المسحوق المعدني. https://doi.org/10.1016/j.mprp.2020.06.060.
- Yadroitsev, I., Yadroitsava, I., Plessis, A. D., & MacDonald, E. (2022). 2 - أساسيات اندماج قاع المسحوق بالليزر. في أساسيات انصهار قاع مسحوق الليزر للمعادن (ص 26-30). مقال، إلسيفير.


 Chin Trento
Chin Trento

